Покраска гражданских судов и военных кораблей
Компания «БалтКом Строй»
предлагает услуги по покраске
морских и речных судов.

Компания «БалтКом Строй»
предлагает услуги по покраске
морских и речных судов.

Осуществляем абразивоструйную
обработку судов, сооружений
и металлоконструкций.

Компания «БалтКом Строй»
предлагает услуги по покраске
мостов и металлоконструкций.

Уникальная услуга на Северо-Западе
качественная антикоррозийная обработка
судов и металлоконструкций.
Мы одна из немногих компаний на Северо-Западе, которая выполняет данную антикоррозийную обработку. Имеем лицензированное оборудование, работаем с немецкими материалами. Принимаем заказы на электродуговую металлизацию по телефону: +7(921) 960-39-75. Ждём ваших обращений на электронной почте: baltcomstroy@mail.ru.
Процесс электродуговой металлизации известен давно, и начиная с 50-х годов прошлого столетия, широко применяется для антикоррозионной защиты металлоконструкций. При электродуговой металлизации используется косвенная электрическая дуга, которая горит между двумя токоведущими проволоками. Расплавленные капли электродного металла распыляются в направлении детали потоком сжатого воздуха или защитного газа. По мере плавления проволоки подаются в зону горения электрической дуги двумя парами подающих роликов.
Плавление электродов происходит в основном за счет энергии, выделяемой дугой в зоне приэлектродных пятен. Среднемассовая температура жидкого металла, распыляемого струей газа, находится в пределах от температуры плавления до температуры кипения. Такой значительный разогрев присадочного материала приводит к существенным потерям легирующих элементов вследствие угара. Устойчивый процесс распыления соответствует режимам горения дуги без коротких замыканий, что обеспечивается наличием динамического равновесия между средней скоростью плавления и скоростью подачи электродов.
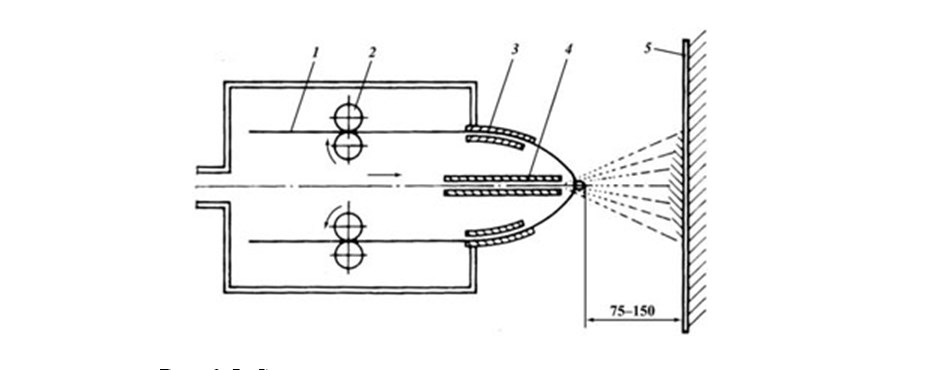
Схема процесса электродуговой металлизации: 1 - проволочные электроды; 2 - подающие ролики; 3 - изоляторы; 4 - воздуходувная трубка; 5 - деталь
При таком режиме на торце электродов сначала происходит накапливание расплавленного металла, а затем его распыление газовым потоком. Наряду с периодическим выбросом порций металла из межэлектродного промежутка при металлизации наблюдается также непрерывное струйное стекание перегретого металла с поверхности электродов. Размеры напыляемых частиц при электродуговой металлизации составляют примерно 100 мкм, что соответствует массе частицы 1,4-10-9 кг. Максимальный размер частиц, за редким исключением, не превышает 200 мкм. Металл, покинувший электроды, продолжает дробиться под воздействием газодинамических сил воздушной струи. Причем это диспергирование во многом зависит как от давления транспортирующего газа, так и от свойств расплавленного металла, в том числе от его перегрева.
Электродуговую металлизацию проводят при давлении сжатого воздуха или защитного газа 0,5-0,6 МПа. Сила тока при электродуговой металлизации колеблется в пределах:
Напряжение изменяется от 20 до 35 В. Производительность при напылении цинка составляет до 32 кг/ч, алюминия - до 9 кг/ч.
Скорость движения частиц металла в газовом потоке колеблется от 120 до 300 м/с. Это определяет кратковременность их переноса на поверхность детали (время полета составляет тысячные доли секунды) и значительную кинетическую энергию, которая в момент соударения с поверхностью детали переходит в тепловую и вызывает дополнительный разогрев зоны контакта. Удар в момент соприкосновения с поверхностью детали вызывает уплотнение металлизованного слоя и снижает его пористость до 10-20 %.
Электродуговой металлизацией можно получить слои в широком диапазоне толщин от 10 мкм до 1,5 мм для тугоплавких металлов и 3,0 мм для легкоплавких. Производительность электродуговой металлизации составляет 3-20 кг/ч.
Металлизованный слой может наноситься на наружные и внутренние поверхности конструкций под углом распыления расплавленного металла по отношению к поверхности детали от 45° до 90°. Для получения высокого качества покрытия струю распыленного металла направляют перпендикулярно к обрабатываемой детали и выдерживают расстояние от сопла металлизато-ра до изделия (детали) не более 150-200 мм. В таблице представлены данные о влиянии дистанции распыления на характеристики металлизованного слоя.
Физико-механические свойства покрытия при разной дистанции металлизации.
|
Свойства* |
Расстояние от сопла до детали, мм |
|||||
|
25 |
50 |
75 |
100 |
200 |
300 |
|
|
Прочность сцепления, МПа |
110 |
120 |
130 |
140 |
140 |
130 |
|
Содержание в покрытии оксидов, % |
8 |
10 |
15 |
18 |
30 |
45 |
|
Общая пористость, % |
6,71 |
6,71 |
5,9 |
6,13 |
7,5 |
8,0 |
|
Твердость покрытия (HV) |
216 |
225 |
309 |
280 |
224 |
195 |
|
Предел прочности, МПа: |
|
|
|
|
|
|
|
*Покрытия получены при силе тока 90 А и напряжении 30 В. |
||||||
С целью повышения эффективности нанесения покрытий электрической дугой ее интенсифицируют, обдувая потоком газа, накладывая на нее электромагнитные поля или применяя разряды с очень высокой плотностью тока на электродах. Высокую плотность тока получают уменьшением сечения электродов или применением сильноточных разрядов. Уплотнение металлизованных слоев обеспечивают, совмещая процесс напыления и дробеструйной обработки. Дробь направляется так, что ее удары вызывают пластическую деформацию только что напыленного слоя.
Поверхность, предназначенная под металлизацию, должна быть очищена от грязи, масел, ржавчины. Подготовку поверхности чаще всего производят дробеструйной (пескоструйной) обработкой. Перед обработкой поверхности обезжиривают. Для обеспечения удовлетворительной адгезии время между операциями подготовки и металлизации не должно превышать 2-х ч. Для снижения термических внутренних напряжений процесс металлизации следует вести с перерывами между отдельными проходами, не допуская перегрева металлизируемой поверхности.
Вначале металл наносят на участки детали с резкими переходами, углами, галтелями, уступами, а затем осуществляют металлизацию всей поверхности, равномерно наращивая металл. Требуемые размеры, качество отделки и правильную геометрическую форму поверхностей, покрытых распыленным металлом, получают при окончательной механической обработке.
Металлизацию с последующей окраской применяют для защиты стальных металлоконструкций, относят к комбинированными покрытиям. Срок службы комбинированных покрытий за счет синергизма существенно больше, чем сумма сроков службы каждого слоя в отдельности, поэтому их следует применять для долговременной защиты от коррозии стальных конструкций, которые будут эксплуатироваться в средне- и сильноагрессивных средах внутри зданий, на открытом воздухе и под навесами, а также в жидких органических и неорганических средах. Покрытия, полученные методами электродуговой металлизации, применяют для защиты стальных конструкций и железобетонных опор мостов, топливных резервуаров, трубопроводов, оборудования, используемого в тепловых сетях, нефтяной и химической промышленности.
Выбор материала для нанесения покрытия зависит от условий эксплуатации и основных изнашивающих процессов, протекающих на поверхностях. Основным видом присадочного материала является непрерывный проволочный электрод. Применяют как проволоки сплошного сечения, так и порошковые диаметром от 1,0 до 2,5 мм. Скорость подачи проволоки варьируется от 220 до 850 м/ч.
Проволоки сплошного сечения используются преимущественно для создания покрытий на поверхностях под неподвижные посадки (из малоуглеродистых сталей Св-08, Св-10ГА) и подвижных соединений (из высокоуглеродистых сталей Нп-50, Нп-85 и легированных сталей Нп-30Х13, Нп-40Х13, Нп-60Х3В10Ф). Для получения покрытий с высокой твердостью используют порошковые проволоки.
Для создания антикоррозионных покрытий применяются высоколегированные проволоки на железной основе (Св-08Х18Н8Г2Б, Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-07Х19Н10Б, Св-08Х19Н10Г2Б, Св-06Х19Н10М3Т), а также проволоки из цветных металлов (никеля, цинка, меди и др.).
Основными цветными антикоррозионными материалами, наносимыми способом электродуговой металлизации на стальные конструкции и изделия, являются цинк, алюминий и их сплавы. Цинковые покрытия являются коррозионностойкими в морской воде и в условиях морской атмосферы. Наибольшее влияние на скорость коррозии цинка в индустриальной атмосфере промышленных городов оказывает содержание в ней окислов серы, а также других веществ (например, хлора и паров соляной кислоты), образующих с цинком гигроскопические соединения.
+7 (921) 960 39 75
 baltcomstroy@mail.ru
baltcomstroy@mail.ru